


以下是:15.88*1紫铜管生产的产品参数
产品参数 产品价格 电议 发货期限 商议 供货总量 不限 运费说明 当天 牌号 T2 生产厂家 山东创弘 硬度 65以上 15.88*1紫铜管生产,创弘金属制造(浙江省分公司)专业从事15.88*1紫铜管生产,联系人:赵健,电话:【0635-2998382】、【13863510800】,发货地:经济技术开发区工业园,以下是15.88*1紫铜管生产的详细页面。 浙江省 浙江人均GDP达到中上等发达和地区水平,城镇居民人均可支配收入、农村居民人均可支配收入连续多年居省(区)第1位,是一个所有设区市居民收入都超过全国平均水平的省份。2021年5月,中共中央、国务院支持浙江高质量发展建设共同富裕示范区。
一分钟的时间,对于了解我们的15.88*1紫铜管生产产品来说足够了。请观看这部精心制作的产品视频,让产品的独特之处和卓越性能一览无余。
以下是:15.88*1紫铜管生产的图文介绍1、氧乙炔焊紫铜氧乙炔焊时可采用丝201(或丝202)焊丝与熔剂301。焊前经400~700℃预热,焊接火焰采用中性焰和较大的火焰功率。采用较少的焊接层数,焊后锤击焊缝减小焊接应力。2、焊条电弧焊紫铜焊条电弧焊可选用铜107或铜227焊条。电源采用直流反接。焊前预热温度300~500℃,焊接时采用短弧、直线往返运条,焊后锤击焊缝,减小焊接应力。3、钨极氩弧焊紫铜钨极氩弧焊所用的焊丝及熔剂与氧乙炔焊时相同,电源采用直流正接。焊前要预热,但温度不宜过高。
铜管的耐压能力是塑料管和铝塑管的几倍乃至几十倍,它可以承受当今建筑中高水压。在热水环境下,随着使用年限的延长,塑料管材的承压能力显著下降,而铜管的机械性能在所有的热温范围内保持不变,故其耐压能力不会降低,也不会出现老化的现象。铜管的线性膨胀系数很小,是塑料管的1/10,不会因为过度的热胀冷缩而导致应力疲劳破裂。铜管的强度更大,在保证有效内径要求下,外径更小,更适于暗埋。
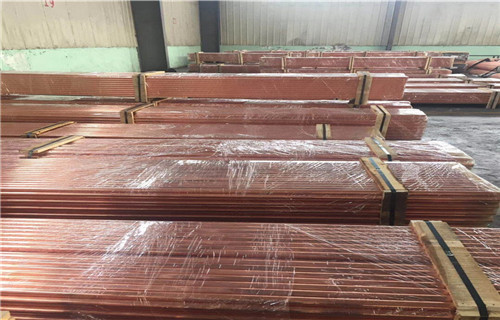
迄今浙江创弘金属制造有限公司 紫铜排产品已经在全国几百个工程项目中得以应用,并且以其优异的质量和完善的服务体系以及合理的价格优势等赢得了广大客户的信赖和厚爱。公司已建立起遍布世界的完善的销售和售后服务网络体系, 紫铜排产品畅销全国200多个城市,深受客户的欢迎和好评。
紫铜管的焊接一般采用50%. 45%. 35%或25%的银焊条,均需有良好的活动性,而且要有助焊剂的匡助。所用助焊剂应是柔性混合物或粉状.
紫铜管焊接用碳化火焰。其焊接顺序为:
(1)加热前,先将助焊剂涂在待焊部位.
(2)加热插入紫铜管和套管,将火焰嘴在两点间连续往返移动。不可将火焰直接遇到助焊剂。加热钢管时温度要比加热铜管时略高一些。
(3)当紫铜管加热完毕,助焊剂熔化成液体时,立刻将预热过的焊条放在焊点上,焊条一开始熔化,就使火焰嘴在间往返移动,直至焊料流入两管间缝隙内。
(4)将火焰移开,让焊料与焊接点接触,维持几秒钟后再拿开。假如怀疑或查出两管间仍有旷地空闲.可再次加热,使火焰嘴在两点连续移动。必要时可添加少量焊料。
在浙江省采购15.88*1紫铜管生产请认准创弘金属制造(浙江省分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:赵健-【13863510800】,地址:经济技术开发区工业园)。










