以下是:油缸管厂家的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 材质 钢管 属性 精加工 类型 绗磨管 产地 聊城 品牌 九冶 油缸管厂家,九冶管业(郑州市分公司)为您提供油缸管厂家产品案例,联系人:李经理,电话:【17706353138】、【17706353138】,发货地:丁块工业园。 河南省,郑州市 1954年10月30日,河南省政府由开封迁往郑州,郑州市成为河南省省会。郑州是华夏文明的重要发祥地、历史文化名城,是重点支持的六大遗址片区之一、世界历史都市联盟会员。截至2021年末,郑州市拥有全国重点文物保护单位83处,省级文物保护单位97个,市级文物保护单位208个,非物质文化遗产名录6个。是全国公、铁、航、信兼具的交通枢纽,已形成由铁路、公路、航空3种运输方式构成的交通运输网络。截至2023年9月,郑州市有2座航站楼、2条跑道、162条航线、6个火车站、2条铁路干线、6条高铁线、9条地铁线路、11条高速公路、37条BRT线路。
我们的现场实拍视频将带您走进油缸管厂家产品的世界,产品视频细节之美一览无余!以下是:油缸管厂家的图文介绍
滚压油缸管材料软,塑性大,容易被滚压光。随着塑性降低,硬度的提高,变形量随之减少。一般来说钢和铜的滚压效果较好,铸铁的效果较差。可锻铁,球墨铸铁比灰口铸铁的滚压效果要好。滚压铸铁件时,当铸件的材料硬度不均匀时,被滚压表面的缺陷气孔、砂眼等)会马上显露出来。因此,当铸件表面缺隐较多,质量较差时不宜采用滚压工艺。滚压油缸管过盈量的大小对表面粗糙度和几何精度的影响很大。通过试验得知,合理的滚压过盈量为0.027~0.036mm,此时得到的表面粗糙度为小。大过盈量受多种因素的影响,因此佳过盈量的确定要根据具体条件多次试验来确定。滚压工具通常有滚珠、圆柱形滚柱、圆锥形滚柱、滚轮等。但用滚珠作为变形构件可降低整个滚压工具成本。而且滚珠的精度高,硬度高,与工件接触面小,用较小的滚压力,较小的过盈量可获得较高的压强,较小的粗糙度。而且滚珠的使用寿命长,不易磨损,价格便宜,易更换。
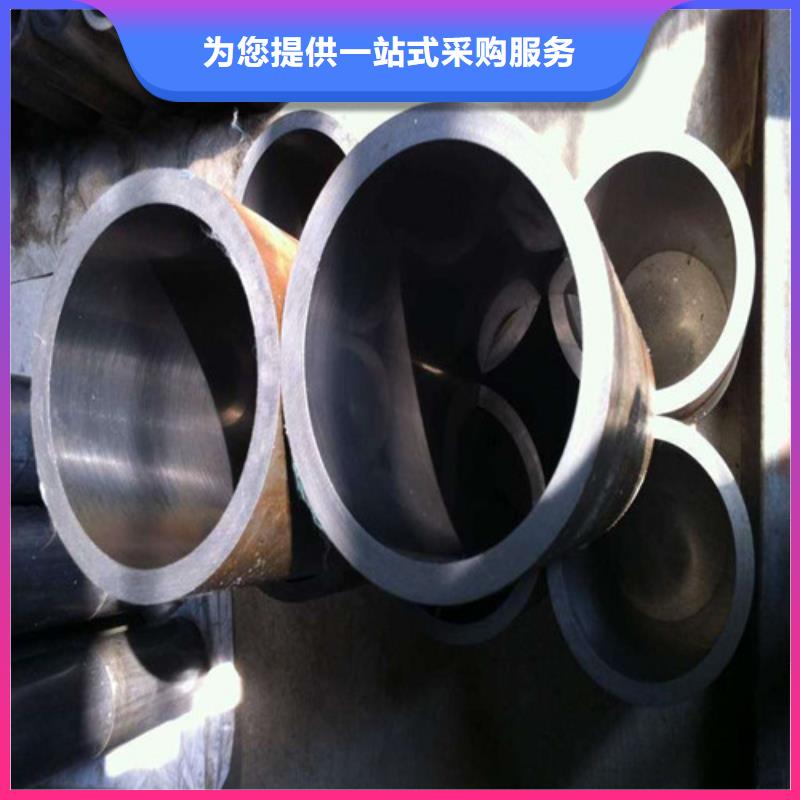
珩磨管的珩磨工艺及其工艺参数的设置
珩磨管是通过珩磨工艺制作成型的,在对管材进行珩磨的时候,砂条上的磨粒会以一定的压力、较低的速度对工件表面进行磨削、挤压和刮擦,使得砂条作旋转运动和上下往复运动,这样砂条上的磨粒就会在孔表面所形轨迹成为交叉而不重复的网纹。与内孔磨削相比,珩磨参加切削的磨粒多,加在每粒磨粒上的切削力非常小,所以珩磨的切速低。在珩磨管的珩磨过程中又旋转加大量的冷却液,使工件表面得到充分冷却,不易烧伤,加工变形层薄,所以能得到较细表面粗糙度。为了提率,珩磨管的生产都是机械化方式了,将珩磨头与机床主轴采用浮动连接,以保证余量均匀。由于砂条很长,珩磨时工件的凸出部分先与砂条接触,接触压力较大,使凸出部分很快被磨去,直至修正到工件表面与砂条全部接触。因此,珩磨能够修正前道工序产生的几何形状误差和表面波度误,但不能修正轴线位置误差。
河南郑州九冶管业有限公司秉承“匠心制造,服务至上”经营理念,不断创新,精益求精,以质量过硬找客户,以诚信经营留客户,以实现客户价值为目标,愿与各界人士携手合作,共图 绗磨管发展,热枕欢迎国内外客商、朋友前来参观指导。
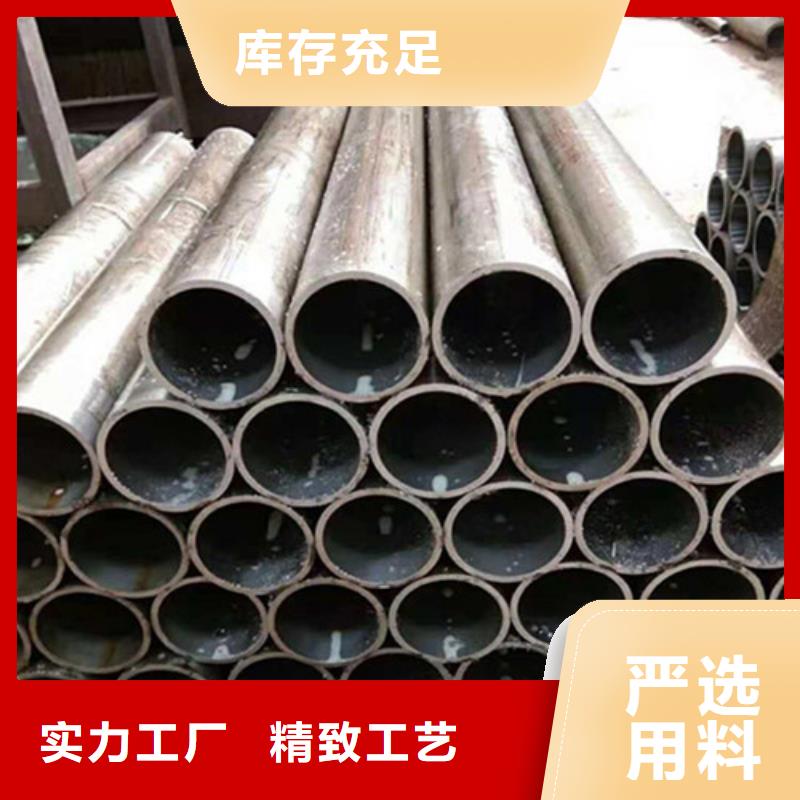
绗磨管无缝钢管的生产是需要进行冷拔技术的,那么在冷拔的过程中可能会出现一些缺陷,冷拔时无缝钢管出现缺陷的具体原因是什么呢?无缝钢管的管料和中间管的质量不合格,而且几何尺寸也不符合要求,纵向和横向壁厚严重不均,弯曲度和椭圆度过大,化学成分不相容,力学性能不和。不遵守拔制无缝钢管前各准备工序的操作规程。主要的是锤头工艺不正确、化学处理和热处理操作不当、管端有毛刺、修磨质量不高、在运输过程中产生缺陷等;没有遵守拔管过程的操作规程。表现在无缝钢管中心线和拔制不一致、拔管模安装不正、开拔速度太快、工具选配不当、芯棒拉杆的直径过大或过小、变形量太大、芯棒送进不及时等;拔管模和芯棒的质量不好,包括光洁度差、硬度和强度低、尺寸不合、硬质合金模的镶装不正确等;拔管机失修。如拔管小车倾斜、模座或拔管模本身在中心架上安装不正等。
在河南省郑州市采购油缸管厂家请认准九冶管业(郑州市分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:李经理-【17706353138】,地址:丁块工业园)。











